樂清通過式拋丸機供應
發(fā)布時間:2023-04-26 01:26:26
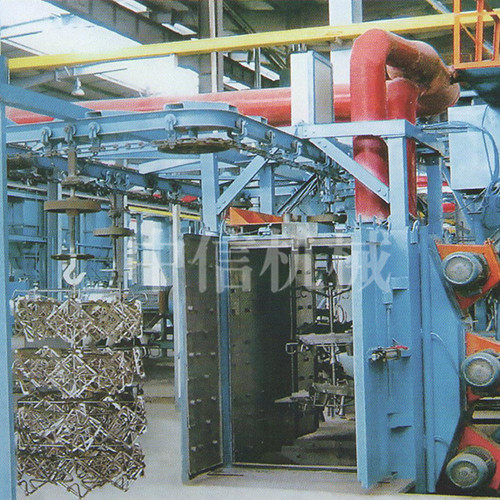
樂清通過式拋丸機供應
幾乎所有的鑄鋼件,、灰鑄件、瑪鋼件,、球鐵件等都要進行拋丸處理,。這不僅是為了去除鑄件表面的氧化皮和粘砂,也是鑄件質(zhì)量檢驗前不可缺少的準備過程,。例如,,大型氣輪機外殼必須在無損檢測前嚴格清洗,以確保檢測結果的可靠性,。在一般鑄件生產(chǎn)中,,拋噴丸清理是發(fā)現(xiàn)鑄件表面缺陷如皮下氣孔、渣孔以及粘砂,、冷隔,、起皮等的必不可少的工藝手段。鋁合金,、銅合金等有色金屬鑄件的表面清洗,,除了去除氧化皮,發(fā)現(xiàn)鑄件的表面缺陷外,,主要目的是去除壓鑄件的毛刺,,獲得裝飾性的表面質(zhì)量,獲得綜合效果,。在冶金鋼鐵生產(chǎn)中,,噴丸或酸洗是一種機械或化學聯(lián)合去除磷皮的工藝方法,以確保在大量鋼鐵生產(chǎn)中獲得高生產(chǎn)率,。在生產(chǎn)硅鋼板,、不銹鋼板等合金鋼板和皮帶時,在冷軋過程中必須進行拋丸或酸洗,,以確保冷軋鋼板的表面粗糙度和厚度精度,。影響拋丸機清理效率的主要參數(shù)是鋼丸的拋射速度和拋丸量。拋射速度越高,,打擊力越大,;單位時間拋丸量增加,清洗工具單位面積拋丸密度也增加,。提高拋射速度距離的影響,。鋼丸從拋丸器拋出后,在運動過程中,,由于空氣的阻力,,速度將會逐漸降低,。一般情況下,拋射距離每增加一米,,鐵丸動能的損失約增加10%,。通常,被清理工件的表面與拋丸器中心線的距離以0.7~1.5m為宜,,過近則鋼丸彈痕過深且拋射區(qū)過小,,過遠則清理效果降低。

樂清通過式拋丸機供應
如何通過拋丸機避免機械零件損壞,。在通過式拋丸機的日常使用過程中,,如果通過式拋丸機的絞車減速機正常運行但不發(fā)送,則通過式拋丸機的縱向運行和水平螺旋堵塞會損壞機械部件,。應該如何解決呢?調(diào)節(jié)起重皮帶的松緊度,,以使起重鏟斗的速度達到與工件傳送速度相同的速度,。拋丸室也稱為拋丸室和打磨室,。適用于某些大型工件的表面清潔和除銹,并增加了工件與涂層之間的附著力,。根據(jù)磨料的回收方法,,將噴砂室分為噴砂室。機械循環(huán)式拋丸清理室和手動循環(huán)式拋丸清理室,。其中,,人工循環(huán)噴砂房經(jīng)濟實用,生產(chǎn)簡單方便,,材料簡單,,大大降低了噴砂房的成本。拋丸清理設備的提升機發(fā)生磨損斷裂的常見原因有如下:1,、減速機直接拉斷,;2、提升滾輪磨損而斷,;3,、絞龍卡住,;4,、提升帶松弛而出現(xiàn)磨損;5,、鋼丸過多,,卡主絞龍或者下提升滾輪;6,、提升斗螺絲松開掉下來卡住,。這些故障可以通過維護和檢查及時發(fā)現(xiàn),,特別是新的拋丸機設備使用一個月后,檢查升降帶是否松弛,。如果松弛,,應從升降輥上擰緊,以有效避免升降帶磨損,;絞龍卡住這個問題需要及時檢查,;加鋼丸時,只要電流達到常規(guī)范圍,,就可以有效避免升降帶磨損,。
樂清通過式拋丸機供應
拋丸機采取防爆措施的話,在具體措施上,,是為:(1)拋丸機除塵器本體內(nèi)表面不涂漆,,本體帶散口。除塵袋上應選用含金屬絲的導電濾袋,。此外,,在除塵風管上,其法蘭處進行接地處理,,并在風管入口處安裝單向逆止閥,。(2)拋丸機本體接地,風機電機防爆,,各部位斷路器安裝漏電保護器,。拋丸機的日常維護及保養(yǎng):1、各檢修門是否關閉,。2,、檢查拋丸器內(nèi)部的耐磨件,及時更換,。3,、檢查除塵管道是否有漏氣現(xiàn)象。4,、檢查除塵器當中的濾袋有沒有灰塵或者是碎片,。5、檢查拋丸器電機上的螺絲有無松動現(xiàn)象,。6,、查看分離器過濾篩上有沒有沉積物,及時清除,。7,、檢查拋丸機護板有無磨損情況。8、電控供丸閘閥是否關閉了,。9,、檢查控制臺上的信號燈工作是否正常。

樂清通過式拋丸機供應
拋丸機主要應用在哪些行業(yè),?1,、鑄造行業(yè):一般鑄造企業(yè)生產(chǎn)的鑄造件需要打磨拋光,拋丸清洗機是這方面使用的專業(yè)機械,。他按照不同的工件使用不同的型號,,而且,不會損壞鑄造件的原有外形和性能,。2,、模具行業(yè):一般來說,模具大多是鑄造的,,模具本身需要光滑,。拋丸機廠家的拋丸清洗機可根據(jù)不同要求進行拋光,不會損壞模具的原始形狀和使用性能,。3,、鋼廠:鋼廠生產(chǎn)的鋼材。鋼板剛出爐時有很多毛刺,,會影響鋼材的質(zhì)量和外觀,。使用通過式拋丸清理機就可以處理這些問題,,使這些問題迎刃而解,;4、船廠:船廠使用的鋼板生銹,,會影響造船質(zhì)量,,不可能選擇人工刺繡,工作量大,,要求機器清除銹蝕,,確保造船質(zhì)量,可通過系列解決,;根據(jù)現(xiàn)代金屬強度理論,,增加金屬內(nèi)部的錯位密度是提高金屬強度的主要方向。實踐證明拋丸是增加金屬位錯結構的行之有效的工藝方法,。這對于一些金屬不能通過相變硬化或在相變硬化的基礎上需要進一步加強的工件具有重要意義,。航空、航空工業(yè),、汽車,、拖拉機等部件要求較輕,但可靠性要求越來越高。其重要的工藝措施是選擇噴丸工藝來提高部件的強度和疲勞強度,。