舟山通過式拋丸機(jī)生產(chǎn)廠家
發(fā)布時(shí)間:2022-04-09 01:36:25
舟山通過式拋丸機(jī)生產(chǎn)廠家
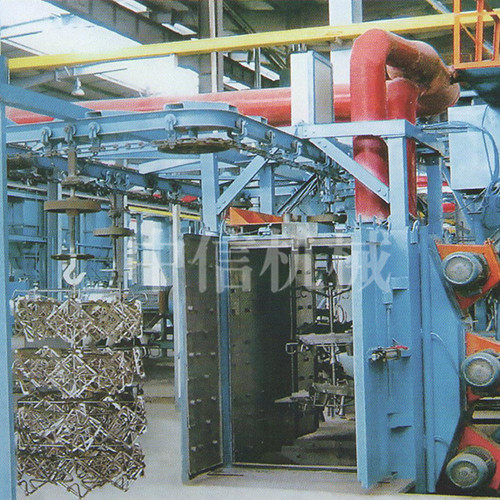
吊鉤式拋丸機(jī)有哪些優(yōu)點(diǎn)?1,、懸臂離心拋丸器采用大拋丸量、高拋射速度,,可提高清洗效率,,獲得滿意的清洗質(zhì)量。2,、模擬拋丸圖(包括確定拋丸機(jī)型號(hào),、數(shù)量和空間布置位置等)和拋丸機(jī)的所有圖紙都由計(jì)算機(jī)輔助設(shè)計(jì)(CAD)繪制,拋丸機(jī)的選擇和布置更加合理,。提高了彈丸的利用率和勞動(dòng)生產(chǎn)率,,保證了清理效果,減小了對(duì)室體護(hù)板的磨損,。3,、采用流行的無地坑結(jié)構(gòu)形式,不僅節(jié)省了地坑基礎(chǔ)的施工成本和時(shí)間,而且解決了南方用戶因地坑儲(chǔ)水而產(chǎn)生的提升機(jī)砂銹結(jié)塊問題,。調(diào)整拋丸器時(shí),,應(yīng)注意拋丸器的定向套位置,使所有的拋丸都覆蓋在被清洗的工件上,,否則會(huì)影響清洗效率,。定向套窗的位置可參照位置進(jìn)行安裝。必要時(shí),,可在木板上涂上黑色墨水或鋪設(shè)厚紙,,放置在清潔工件的位置,啟動(dòng)拋丸機(jī),,在拋丸機(jī)的進(jìn)丸管中加入少量彈丸,,檢查拋丸帶的位置。如果拋射區(qū)位置不正確,,應(yīng)調(diào)整定向套,,以獲得位置為準(zhǔn)。定向套調(diào)整好后,,可進(jìn)行負(fù)荷試車,,經(jīng)過30分鐘的拋丸后再加入400Kg的彈丸。只有按照上述步驟進(jìn)行安全試驗(yàn),,才能保證吊鉤式拋丸機(jī)的正常運(yùn)行,。

舟山通過式拋丸機(jī)生產(chǎn)廠家
拋丸機(jī)拋頭軸承毛病緣由剖析與采取措施,拋頭軸承耗過程中拋頭軸承的主要問題有:設(shè)備不標(biāo)準(zhǔn),、光滑油短,、疲勞磨損、外力損壞等,。相應(yīng)措施:嚴(yán)格按標(biāo)準(zhǔn)停止裝置,,定期維修軸承,加注潤(rùn)滑油,,改善光滑條件,。原拋頭軸承體部位采用高壓槍給油方式,8個(gè)拋頭加注一遍光滑油需用3小時(shí)才干完成,,既不平安又浪費(fèi)時(shí)間,。目前,每個(gè)拋頭軸承部分通過高壓鋼絲軟管連接,,由高壓油泵自動(dòng)加油,。8個(gè)拋頭只需10分鐘就只需10分鐘,效率高,?;瑵?rùn)油的選用能否得當(dāng)將直接影響拋丸機(jī)的運(yùn)用壽命和良好的機(jī)器性,,通常拋頭軸承外表溫度不易超越60°,采用改造性的磺基聚合脂1615EN,,該脂具有強(qiáng)抗水性,;防腐蝕性;耐高溫性(比普通鋰基脂高100°),,運(yùn)用壽命長(zhǎng)的特性,。選用軸流風(fēng)機(jī)停止強(qiáng)制散熱,降低軸承環(huán)境溫度,,增加拋頭體排氣孔,,自動(dòng)加注光滑油。定期檢修葉輪,、葉片,、護(hù)板和皮帶等,消弭外力產(chǎn)生的機(jī)械共振,。
舟山通過式拋丸機(jī)生產(chǎn)廠家
隨著國內(nèi)外清理要求的進(jìn)一步提高,,拋丸機(jī)廠家的拋丸機(jī)應(yīng)用越來越廣泛。拋丸清理設(shè)備在使用過程中有哪些過錯(cuò),?1,、不能及時(shí)增加鋼丸。拋丸設(shè)備主要依靠拋丸器將鋼丸高速拋射到工件表面進(jìn)行清洗,。鋼丸是消耗品,。隨著拋丸設(shè)備的運(yùn)行逐漸減少,當(dāng)鋼丸缺乏時(shí),,會(huì)無法完成分離循環(huán),影響拋丸質(zhì)量,。2,、拋丸清洗機(jī)的啟動(dòng)順序錯(cuò)誤,拋丸設(shè)備未按照說明書啟動(dòng),,形成拋丸機(jī)空轉(zhuǎn),,無鋼丸料進(jìn)入。3,、關(guān)機(jī)順序過錯(cuò),,提前關(guān)閉拋丸設(shè)備,形成鋼丸料繼續(xù)進(jìn)入拋丸器,,下次啟動(dòng)時(shí)容易燒毀電機(jī),。4、拋丸設(shè)備運(yùn)輸輥道速度過快或過慢,,輥道運(yùn)輸速度可調(diào),。用戶在使用過程中未能按照說明書調(diào)整速度。過快或過慢會(huì)影響拋丸質(zhì)量。5,、提升機(jī)皮帶松弛,,提升機(jī)皮帶加緊設(shè)備,在使用過程中,,皮帶不緊時(shí)可使用,。

舟山通過式拋丸機(jī)生產(chǎn)廠家
拋丸機(jī)是通過一種或多種砂料來打擊金屬的表面。一般來說,,這樣做的目的是消除金屬表面的一些附著物,,如鐵銹,但有時(shí)通過拋丸攻擊獲得特定的表面層,,如二維完成卷,。這個(gè)介質(zhì)可以是各種規(guī)格的砂,碳化硅顆粒,、小鋼球等,。多年來,拋丸技術(shù)和設(shè)備日益完善,,性能不斷提高,,應(yīng)用范圍從簡(jiǎn)單的鑄造表面清潔擴(kuò)展到冶金礦山、機(jī)械制造,、汽車拖拉機(jī),、武器制造、紡織機(jī)械,、船舶車輛,、航空航天等不同行業(yè),其工藝范圍也從鑄鍛件表面清潔擴(kuò)展到金屬結(jié)構(gòu)加固,、表面加工,、噴丸成型等不同領(lǐng)域。拋丸清理機(jī)的三個(gè)主要用途如下:1,、拋丸清洗機(jī)使零件表面產(chǎn)生壓應(yīng)力,,可提高其疲勞強(qiáng)度和抗拉應(yīng)力腐蝕能力;2,、拋丸清理機(jī)可對(duì)扭曲的薄壁零件進(jìn)行校正,;3、拋丸清洗機(jī)的工藝取代了一般的冷熱成型工藝,。大型薄壁鋁零件的成型不僅可以避免零件表面的殘余拉應(yīng)力,,還可以獲得有利于零件的壓應(yīng)力。需要注意的是,,拋丸清洗機(jī)處理過的零件的使用溫度不宜過高,,否則高溫下壓應(yīng)力會(huì)自動(dòng)消失,,從而失去預(yù)期效果。它們的使用溫度由零件的材料決定,,對(duì)于一般鋼件來說,,大約260-290℃,鋁件只有170℃,。

舟山通過式拋丸機(jī)生產(chǎn)廠家
鋼件,、灰鑄件、瑪鋼件,、球鐵件等幾乎都要拋丸,。這不僅是為了去除鑄件表面的氧化皮和粘砂,也是鑄件質(zhì)量檢驗(yàn)前不可缺少的準(zhǔn)備過程,。鋁合金,、銅合金等有色金屬鑄件表面清潔,除去除氧化皮,,發(fā)現(xiàn)鑄件表面缺陷外,,主要目的是去除壓鑄件毛刺,獲得裝飾表面質(zhì)量,,取得綜合效果,。在冶金鋼鐵生產(chǎn)中,噴丸或酸洗是機(jī)械或化學(xué)聯(lián)合去除磷皮的一種工藝方法,,以保證大規(guī)模鋼鐵生產(chǎn)中的高生產(chǎn)率,。硅鋼板、不銹鋼板等合金鋼板在冷軋過程中必須退火,,然后拋丸或酸洗,,以保證冷軋鋼板的表面粗糙度和厚度精度。形式上,,鋼丸是通過機(jī)械方法高速遠(yuǎn)距離投射到零件表面,,統(tǒng)稱拋丸清理。包括:將彈丸拋到帶砂鑄件上,,去除型砂和型芯的拋丸落砂;將彈丸拋到鑄造,、鍛造,、焊接和熱處理零件上,去除黑皮,、氧化膜和銹斑,;將彈丸拋到鋼板和各種形狀的表面進(jìn)行預(yù)處理;消除應(yīng)力,,提高表面疲勞強(qiáng)度的彈簧,、板簧和齒輪,;拋丸增加了家用電器裝飾零件或餐具表面的顏色。從工藝分類來看,,拋丸清理限于清除鑄造,、鍛造、焊接和熱處理零件的清洗工藝,。為了達(dá)到相關(guān)工藝目的,,將彈丸拋射到工件表面,直接以其工藝要求命名,,如拋丸落砂,、拋丸強(qiáng)化、拋丸增色等,。

舟山通過式拋丸機(jī)生產(chǎn)廠家
清除拋丸機(jī)產(chǎn)生的灰塵由抽氣管送至除塵系統(tǒng),,凈化后的凈氣排入大氣,顆粒粉塵被捕獲收集,。1,、產(chǎn)品需要的鋼板、型材全部由專業(yè)廠家供應(yīng),。2,、每一塊鋼板、型材或構(gòu)件構(gòu)成設(shè)備,,噴砂除銹后進(jìn)行維護(hù),。3、每一個(gè)配件的標(biāo)準(zhǔn)都盡可能從靠譜的廠商采購,,如軸承,、馬達(dá)、減速器等,。4,、PLC變頻器。光電開關(guān)均采用進(jìn)口,。5,、拋丸關(guān)鍵零件的工廠試載,其他運(yùn)動(dòng)機(jī)構(gòu)的廠內(nèi)試運(yùn)轉(zhuǎn),。6,、由設(shè)計(jì)、質(zhì)檢員組成專門負(fù)責(zé)小組,,監(jiān)督上述每一步的實(shí)施,,以保證產(chǎn)品質(zhì)量。7,、設(shè)備制造完成后,,通知用戶初次驗(yàn)收,,各功能部件驗(yàn)收合格后方可出廠。拋丸機(jī)的主要用途如下:1,、拋丸器能使零件表面產(chǎn)生壓應(yīng)力,,從而提高其疲勞強(qiáng)度和抗拉應(yīng)力腐蝕能力;2,、拋丸機(jī)能修正薄壁扭曲件,;3、對(duì)于大,、薄壁鋁件的成型加工,,采用拋丸清洗法代替?zhèn)鹘y(tǒng)的冷熱成型工藝。拋丸機(jī)不僅可以避免零件表面的殘余拉應(yīng)力,,還可以使零件獲得良好的壓應(yīng)力,。需要注意的是,拋丸機(jī)處理后的零件使用溫度不宜過高,,否則高溫下壓應(yīng)力會(huì)自動(dòng)消失,,從而失去預(yù)期效果。其使用溫度取決于零件的材質(zhì),,對(duì)于一般鋼制件的溫度大約為260~290℃,,鋁制件僅為170℃。